简体中文
简体中文
Nyheter
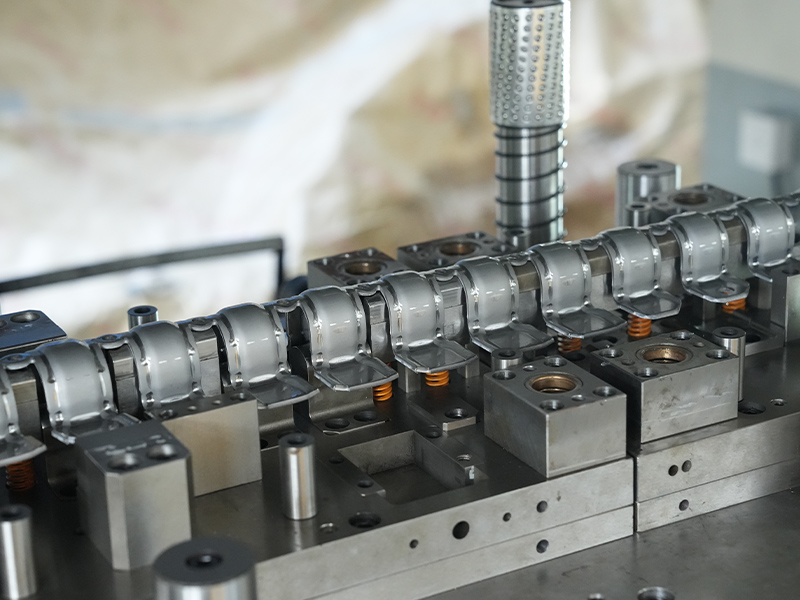
Hjem / Nyheter / Bransjyheter / Presisjonsstemplingsdeler: praktisk veiledning for produksjon, applikasjoner og kvalitetsoptimalisering

Vårt rustfritt stålstempende metallskrapel er en komponent med høy ytelse designet for å oppfylle de krevende kravene til bransjer som trenger presisjon, holdbarhet og motstand mot tøffe miljøer. D...
Se detaljer
Vår høye temperaturbestandig bilpakning i rustfritt stål er konstruert for ytelse i bilapplikasjoner som krever holdbarhet under varme- og trykkforhold. Denne pakningen er produsert av rustfritt st...
Se detaljer
Vårt slitasjebestandig og høytrykks rustfritt stål SHIM er konstruert for å tåle forhold og gi eksepsjonell ytelse i en rekke industrielle applikasjoner. Dette shim er laget av rustfritt stål i pre...
Se detaljer
Vår turbo-tetningspakning i rustfritt stål er konstruert for høyytelsesapplikasjoner i turboladede motorer, og gir en robust, pålitelig tetning for å forhindre lekkasje av avgasser og øke trykket. ...
Se detaljer
Starlock -vaskemaskinene i rustfritt stål er spesialiserte støttekomponenter designet for å holde deler på plass på plass i vannventilenheter. Disse festene er produsert av rustfritt stål av høy kv...
Se detaljer
Våre svarte formbare jernforinger er holdbare komponenter av høy kvalitet designet for forskjellige industrielle applikasjoner, og tilbyr eksepsjonell styrke, motstand mot slitasje og langsiktig yt...
Se detaljer
Tetningshuset i jernkondensatoren er en presisjonsstemplet metallkomponent designet for å omslutte og beskytte kondensatorer, og sikrer deres langsiktige ytelse og pålitelighet. Produsert ved hjelp...
Se detaljer
Jernmotormomentomformerkomponentstempeldelene er presisjons-konstruerte komponenter som er spesielt designet for dreiemomentomformere i kjøretøysystemer for biler. Disse delene er produsert med høy...
Se detaljer
Den stemplede jernventilkjernen er produsert ved hjelp av stemplingsteknologi og er laget av jernmateriale av høy kvalitet, nøyaktig stemplet i form. Denne komponenten er mye brukt i forskjellige v...
Se detaljer
Vår korrosjonsresistente bilbrakett er konstruert for holdbarhet og ytelse i krevende bilapplikasjoner. Denne braketten er laget av høykvalitets korrosjonsbestandig stål, og tilbyr eksepsjonell sty...
Se detaljer
Den kobber sølvbelagte vannpumpen magnetventilpinne er en høyytelses, presisjons-konstruert komponent designet for funksjonalitet i vannpumpe magnetventiler. Denne pinnen er produsert ved hjelp av ...
Se detaljer
Den stemplede kobbers sølvbelagte nye energiladningspluggen er en høyytelses-kontakt som er spesielt designet for nye ladestasjoner for elektrisk kjøretøy. Laget av kobbermateriale av høy kvalitet ...
Se detaljerKontaktinformasjon
Address: No.6 Qiiaseng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Hvis du er interessert i produktene våre, kan du kontakte oss