简体中文
简体中文
Nyheter
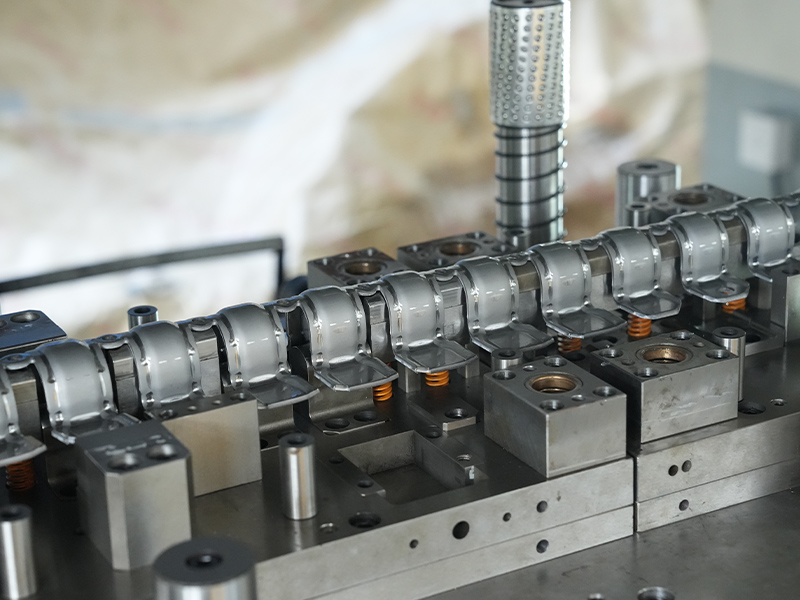
Hjem / Nyheter / Bransjyheter / Presisjonsfremstillingsveiledning for stemplingsdeler i rustfritt stål: prosesser, materialer og kvalitetskontroll

Vår slitasjebestandig rustfritt stål brakett er konstruert for høyytelsesapplikasjoner der holdbarhet og styrke er avgjørende. Denne braketten er laget av premium rustfritt stål, og er designet for...
Se detaljer
Tetningshuset i jernkondensatoren er en presisjonsstemplet metallkomponent designet for å omslutte og beskytte kondensatorer, og sikrer deres langsiktige ytelse og pålitelighet. Produsert ved hjelp...
Se detaljer
Jernmotormomentomformerkomponentstempeldelene er presisjons-konstruerte komponenter som er spesielt designet for dreiemomentomformere i kjøretøysystemer for biler. Disse delene er produsert med høy...
Se detaljer
Den stemplede jernventilkjernen er produsert ved hjelp av stemplingsteknologi og er laget av jernmateriale av høy kvalitet, nøyaktig stemplet i form. Denne komponenten er mye brukt i forskjellige v...
Se detaljer
Vår jernmonteringsbrakett er en robust, allsidig og svært holdbar støtteløsning designet for et bredt spekter av industrielle og kommersielle applikasjoner. Denne monteringsbraketten er konstruert ...
Se detaljer
Iron Gear-forlovelsesbraketten er en robust, presisjons-konstruert komponent designet for å sikre et sikkert og effektivt engasjement av gir i forskjellige mekaniske systemer. Denne braketten er ko...
Se detaljer
Vår bilflens er konstruert for presisjon, holdbarhet og eksepsjonell ytelse i forskjellige bilapplikasjoner. Disse flensene er laget av karbonstål, rustfritt stål eller legeringsstål. Viktige fu...
Se detaljer
Vårt jernaluminiums stillhetsdekke er en høy ytelse, holdbar løsning designet for å effektivt redusere støy og vibrasjoner i et bredt spekter av industrielle og mekaniske anvendelser. Ved å kombine...
Se detaljer
Tinnede kobberpinner er presisjons-konstruerte elektriske kontakter designet for å gi pålitelig og effektiv ytelse i et bredt spekter av applikasjoner. Disse pinnene er laget av høykvalitets kobber...
Se detaljer
Fosforbronsekontakter er presisjons-konstruerte elektriske komponenter laget av en kobberlegering som kombinerer kobber, tinn og fosfor. Dette spesialiserte materialet gir en unik blanding av elekt...
Se detaljer
Den rene sinkplate støtdemperen er en høy ytelse, holdbar løsning designet for å forbedre funksjonaliteten og levetiden til forskjellige maskiner og utstyr. Denne støtdemperen er konstruert av rent...
Se detaljer
Våre galvaniserte arkmotorhus tilbyr robust beskyttelse og lang levetid for et bredt spekter av elektriske motorer som brukes i forskjellige bransjer. Dette motorhuset er laget av galvalitets galva...
Se detaljerKontaktinformasjon
Address: No.6 Qiiaseng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Hvis du er interessert i produktene våre, kan du kontakte oss