简体中文
简体中文
Nyheter
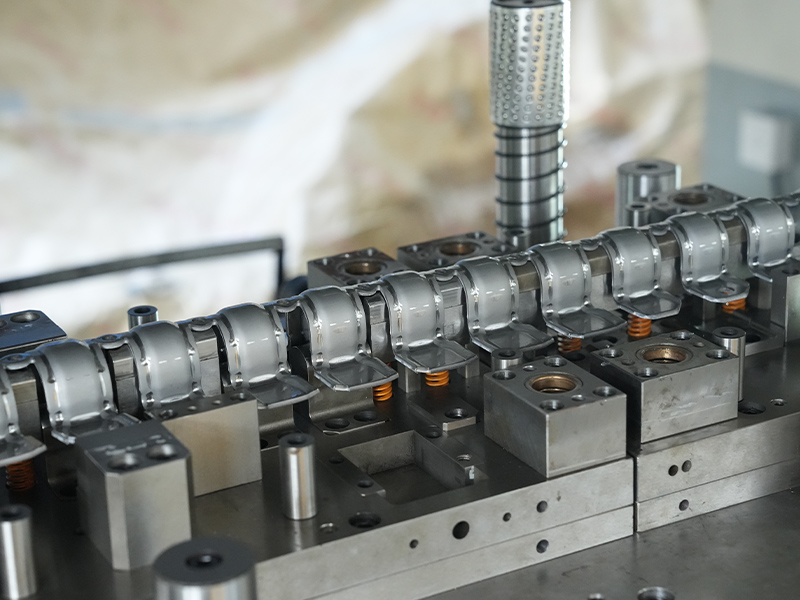
Hjem / Nyheter / Bransjyheter / Hva er metallstemplingsprosess? Komplett veiledning for forming av metallplater

Vårt rustfritt stålstempende metallskrapel er en komponent med høy ytelse designet for å oppfylle de krevende kravene til bransjer som trenger presisjon, holdbarhet og motstand mot tøffe miljøer. D...
Se detaljer
Vårt slitasjebestandig og høytrykks rustfritt stål SHIM er konstruert for å tåle forhold og gi eksepsjonell ytelse i en rekke industrielle applikasjoner. Dette shim er laget av rustfritt stål i pre...
Se detaljer
Det stemplede varmeskjoldet i rustfritt stål er en presisjonsformet bilkomponent designet for å beskytte kritiske systemer mot overdreven varme. Dette varmeskjoldet er produsert med avansert stempl...
Se detaljer
Våre svarte formbare jernforinger er holdbare komponenter av høy kvalitet designet for forskjellige industrielle applikasjoner, og tilbyr eksepsjonell styrke, motstand mot slitasje og langsiktig yt...
Se detaljer
Det stemplede jernmagnetventilhuset er en presisjons-konstruert komponent designet for å omslutte og beskytte magnetventilsystemer. Produsert ved hjelp av avanserte metallstemplingsprosesser som dy...
Se detaljer
Tetningshuset i jernkondensatoren er en presisjonsstemplet metallkomponent designet for å omslutte og beskytte kondensatorer, og sikrer deres langsiktige ytelse og pålitelighet. Produsert ved hjelp...
Se detaljer
Vår jernpakning er en tetningsløsning med høy ytelse designet for å gi slitesterk og pålitelig ytelse i et bredt spekter av industrielle applikasjoner. Denne pakningen er produsert av jernmateriale...
Se detaljer
Vår jernmonteringsbrakett er en robust, allsidig og svært holdbar støtteløsning designet for et bredt spekter av industrielle og kommersielle applikasjoner. Denne monteringsbraketten er konstruert ...
Se detaljer
Vår jernfriksjonsplate er en holdbar komponent av høy kvalitet designet for bruk i en rekke mekaniske systemer som krever effektiv energioverføring og varmemotstand. Produsert ved hjelp av jernlege...
Se detaljer
Vårt jernaluminiums stillhetsdekke er en høy ytelse, holdbar løsning designet for å effektivt redusere støy og vibrasjoner i et bredt spekter av industrielle og mekaniske anvendelser. Ved å kombine...
Se detaljer
Messingbærende støvhetter er viktige komponenter designet for å beskytte lagre og andre mekaniske deler mot skitt, støv, fuktighet og forurensninger som kan forårsake for tidlig slitasje og skade. ...
Se detaljer
Den rene sinkplate støtdemperen er en høy ytelse, holdbar løsning designet for å forbedre funksjonaliteten og levetiden til forskjellige maskiner og utstyr. Denne støtdemperen er konstruert av rent...
Se detaljerKontaktinformasjon
Address: No.6 Qiiaseng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Hvis du er interessert i produktene våre, kan du kontakte oss