简体中文
简体中文
Nyheter
Hjem / Nyheter / Bransjyheter / Hva er metallstempeldeler? Prosess, typer og applikasjonsveiledninger
Metall Stempeldeler er viktige komponenter som brukes på tvers av utallige bransjer, fra bil til elektronikk. Denne omfattende guiden forklarer alt du trenger å vite om stemplede metallkomponenter, inkludert produksjonsprosesser, materialvalg, kvalitetsstandarder og praktiske applikasjoner.
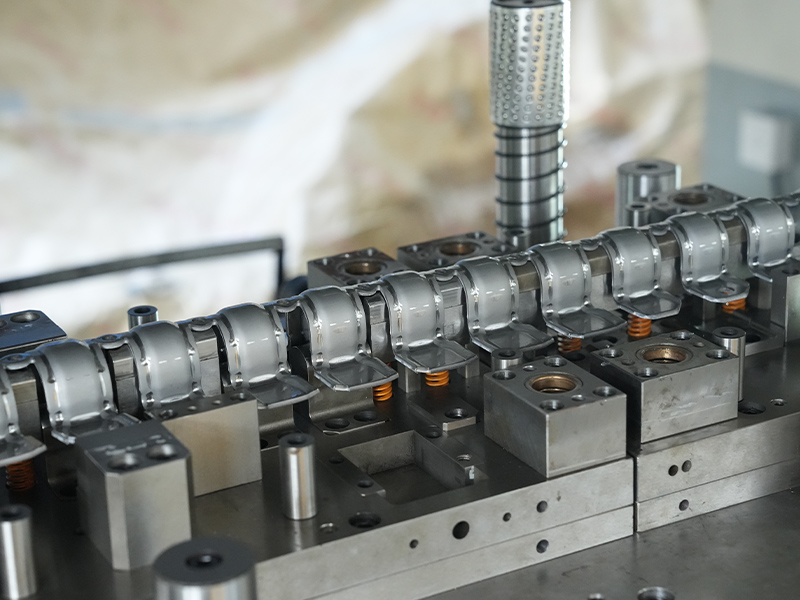
Metallstempling er en kalddannende produksjonsprosess som bruker dies og stemplingspresser for å transformere metallplater til spesifikke former. Prosessen gir flere fordeler:
Moderne stemplingsteknologi kan produsere deler med toleranser så stramme som ± 0,01 mm for presisjonsapplikasjoner.
Stemplede komponenter kan kategoriseres etter deres produksjonsprosess og endelige form:
| Type | Beskrivelse | Typiske applikasjoner |
| Blanker deler | Flate komponenter kuttet fra platemetall | Skiver, shims, elektriske kontakter |
| Bøyer deler | Komponenter med vinklede eller dannede funksjoner | Braketter, klipp, kabinetter |
| Dype tegningsdeler | Tredimensjonale hule former | Bokser, containere, bilpaneler |
| Progressive die deler | Komplekse komponenter laget i flere trinn | Elektriske terminaler, kontakter |
| Fine blanking deler | Komponenter med høy presisjon med glatte kanter | Gir, presisjonsmekaniske deler |
Metallstemplingsprosessen involverer typisk disse nøkkeltrinnene:
Materialvalg avhenger av delens funksjon, miljøforhold og kostnadshensyn:
| Material | Tykkelsesområde | Nøkkelegenskaper | Vanlige bruksområder |
| Kaldvalset stål | 0,5-3,0 mm | Høy styrke, god formbarhet | Bil, apparater |
| Rustfritt stål | 0,2-6,0 mm | Korrosjonsmotstand | Medisinsk, matforedling |
| Aluminiumslegeringer | 0,3-5,0 mm | Lett, ledende | Aerospace, Electronics |
| Kobber/messing | 0,1-3,0 mm | Utmerket konduktivitet | Elektriske komponenter |
| Høyt karbonstål | 1,0-8,0 mm | Eksepsjonell hardhet | Industrielle maskiner |
Å sikre stemplet delekvalitet krever flere verifiseringsmetoder:
Statistiske prosesskontroll (SPC) metoder implementeres ofte for å overvåke produksjonskonsistens.
Effektiv stemplet deldesign følger disse prinsippene:

Flere variabler påvirker den endelige prisen på stemplede komponenter:
| Faktor | Innvirkning på kostnadene | Tips om kostnadsreduksjon |
| Materialtype | 20-60% av de totale kostnadene | Tenk på alternative legeringer |
| Del kompleksitet | Øker verktøyskostnadene | Forenkle geometrier der det er mulig |
| Produksjonsvolum | Høyere volum reduserer enhetskostnadene | Kombiner bestillinger når de er praktiske |
| Toleransekrav | Strammere toleranser øker kostnadene | Spesifiser løsere toleranser der det er akseptabelt |
| Sekundære operasjoner | Legger til behandlingstrinn | Design for å minimere etterbehandling |
Metallstempling serverer praktisk talt alle produksjonssektorer:
Forstå når du skal velge stempling kontra andre prosesser:
| Metode | Fordeler | Ulemper | Best for |
| Metallstempling | Høy hastighet, lav enhetskostnad, presisjon | Høye verktøykostnader, begrenset til metall | Masseproduksjon av tynne komponenter |
| CNC -maskinering | Fleksibelt, ingen verktøy som trengs | Saktere, høyere kostnad per del | Prototyper, komplekse 3D -deler |
| Die casting | Komplekse former, god overflatebehandling | Begrenset til ikke-jernholdige metaller | Sink, aluminiumskomponenter |
| 3D -utskrift | Ingen verktøy, designfrihet | Langsomme, materielle begrensninger | Prototyper, tilpassede deler |
Stampingindustrien fortsetter å utvikle seg med ny utvikling:
Løsninger for hyppige produksjonsproblemer:
| Problem | Mulige årsaker | Løsninger |
| Burrs | Slitte dør, feil klarering | Skarp/erstatt dør, juster klaring |
| Sprekker | Utilstrekkelig bøyradius, feil materiale | Øk radius, glødemateriale |
| Rynker | Utilstrekkelig blank holdertrykk | Juster trykk, bruk trekk perler |
| Springback | Materiell minneeffekt | Overbend, bruk kompensasjonsvinkler |
| Feiljustering | Feil fôring, slitte guider | Kontroller mater, erstatt guider |
Riktig vedlikehold av die forlenger levetiden og sikrer kvalitet:
Nøkkelformler for stempling av operasjoner:
Trykk på tonnasjeberegning:
Tonnage = (Operimeter × Materialtykkelse × skjærstyrke) / 2000
Tom størrelse for dyp tegning:
Tom diameter = √ (sluttdel overflate × 4/π)
Produksjonshastighet:
Deler / time = (3600 × effektivitetsfaktor) / syklustid (sekunder)
Moderne stemplingsoperasjoner tar for seg bærekraft gjennom:
Metallstemplingssektoren er anslått til å vokse jevnlig, drevet av:
Etter hvert som produksjonskrav utvikler seg, fortsetter stemplingsteknologien å tilpasse seg, og tilbyr kostnadseffektive løsninger for å produsere presisjonsmetallkomponenter på tvers av forskjellige bransjer.
Jernstempling av deler: bruk, fordeler og produksjonsprosess
2025-07-11Aluminiumsstempling av deler: prosess, applikasjoner og fordeler
2025-07-22E -postadressen din blir ikke publisert. Nødvendige felt er merket *

Vår høye temperaturbestandig bilpakning i rustfritt stål er konstruert for ytelse i bilapplikasjoner som krever holdbarhet under varme- og trykkforhold. Denne pakningen er produsert av rustfritt st...
Se detaljer
Vårt høye trykkavstøtende rustfritt stål brakett er en robust, holdbar og pålitelig løsning for å sikre utstyr i krevende miljøer der trykk og strukturell integritet er kritisk. Denne braketten er ...
Se detaljer
Den stemplede jernolje -baffelen er en kritisk komponent i motor- og overføringssystemer, designet for å administrere og kontrollere strømmen av olje i mekaniske samlinger. Produsert ved hjelp av P...
Se detaljer
Det stemplede jernmagnetventilhuset er en presisjons-konstruert komponent designet for å omslutte og beskytte magnetventilsystemer. Produsert ved hjelp av avanserte metallstemplingsprosesser som dy...
Se detaljer
Vår jernfriksjonsplate er en holdbar komponent av høy kvalitet designet for bruk i en rekke mekaniske systemer som krever effektiv energioverføring og varmemotstand. Produsert ved hjelp av jernlege...
Se detaljer
Vårt jernaluminiums stillhetsdekke er en høy ytelse, holdbar løsning designet for å effektivt redusere støy og vibrasjoner i et bredt spekter av industrielle og mekaniske anvendelser. Ved å kombine...
Se detaljer
Vårt tynnveggede lagerbur for kobber er en essensiell komponent designet for bruk i presisjonslager, og tilbyr holdbarhet og effektiv ytelse i forskjellige industrielle applikasjoner. Dette lagerbu...
Se detaljer
Messingbærende støvhetter er viktige komponenter designet for å beskytte lagre og andre mekaniske deler mot skitt, støv, fuktighet og forurensninger som kan forårsake for tidlig slitasje og skade. ...
Se detaljer
Tinnede kobberpinner er presisjons-konstruerte elektriske kontakter designet for å gi pålitelig og effektiv ytelse i et bredt spekter av applikasjoner. Disse pinnene er laget av høykvalitets kobber...
Se detaljer
Den kobberinntinnede magnetventilens nålenhet er en presisjons-konstruert komponent designet for å forbedre ytelsen og påliteligheten til magnetventiler som brukes i forskjellige industrielle anven...
Se detaljer
Fosforbronsekontakter er presisjons-konstruerte elektriske komponenter laget av en kobberlegering som kombinerer kobber, tinn og fosfor. Dette spesialiserte materialet gir en unik blanding av elekt...
Se detaljer
Våre galvaniserte arkmotorhus tilbyr robust beskyttelse og lang levetid for et bredt spekter av elektriske motorer som brukes i forskjellige bransjer. Dette motorhuset er laget av galvalitets galva...
Se detaljerKontaktinformasjon
Address: No.6 Qiiaseng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Hvis du er interessert i produktene våre, kan du kontakte oss