简体中文
简体中文
Nyheter
Hjem / Nyheter / Bransjyheter / Produksjonsprosesser for magnetventilhus av stemplet jern med høy presisjon

Vårt rustfritt stålstempende metallskrapel er en komponent med høy ytelse designet for å oppfylle de krevende kravene til bransjer som trenger presisjon, holdbarhet og motstand mot tøffe miljøer. D...
Se detaljer
Vår høye temperaturbestandig bilpakning i rustfritt stål er konstruert for ytelse i bilapplikasjoner som krever holdbarhet under varme- og trykkforhold. Denne pakningen er produsert av rustfritt st...
Se detaljer
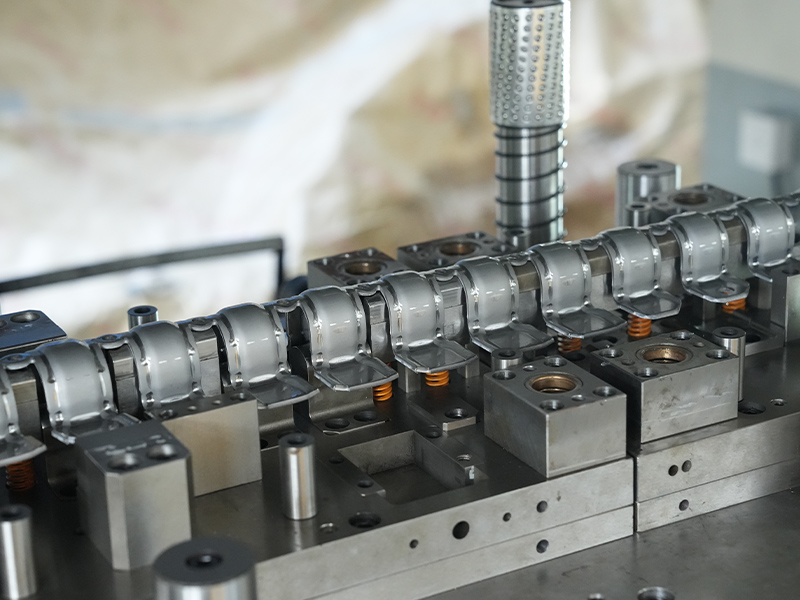
Det stemplede jernmagnetventilhuset er en presisjons-konstruert komponent designet for å omslutte og beskytte magnetventilsystemer. Produsert ved hjelp av avanserte metallstemplingsprosesser som dy...
Se detaljer
Tetningshuset i jernkondensatoren er en presisjonsstemplet metallkomponent designet for å omslutte og beskytte kondensatorer, og sikrer deres langsiktige ytelse og pålitelighet. Produsert ved hjelp...
Se detaljer
Jernmotormomentomformerkomponentstempeldelene er presisjons-konstruerte komponenter som er spesielt designet for dreiemomentomformere i kjøretøysystemer for biler. Disse delene er produsert med høy...
Se detaljer
Den 65mn jernstempelede seteadjusterplaten er en presisjons-konstruert metallstemplingskomponent laget av høyt karbonstål (65mn), et materiale kjent for sin hardhet, strekkfasthet og slitasje. Denn...
Se detaljer
Vår bilflens er konstruert for presisjon, holdbarhet og eksepsjonell ytelse i forskjellige bilapplikasjoner. Disse flensene er laget av karbonstål, rustfritt stål eller legeringsstål. Viktige fu...
Se detaljer
Messingbærende støvhetter er viktige komponenter designet for å beskytte lagre og andre mekaniske deler mot skitt, støv, fuktighet og forurensninger som kan forårsake for tidlig slitasje og skade. ...
Se detaljer
Tinnede kobberpinner er presisjons-konstruerte elektriske kontakter designet for å gi pålitelig og effektiv ytelse i et bredt spekter av applikasjoner. Disse pinnene er laget av høykvalitets kobber...
Se detaljer
Den kobberinntinnede magnetventilens nålenhet er en presisjons-konstruert komponent designet for å forbedre ytelsen og påliteligheten til magnetventiler som brukes i forskjellige industrielle anven...
Se detaljer
Den stemplede kobbers sølvbelagte nye energiladningspluggen er en høyytelses-kontakt som er spesielt designet for nye ladestasjoner for elektrisk kjøretøy. Laget av kobbermateriale av høy kvalitet ...
Se detaljer
Våre galvaniserte arkmotorhus tilbyr robust beskyttelse og lang levetid for et bredt spekter av elektriske motorer som brukes i forskjellige bransjer. Dette motorhuset er laget av galvalitets galva...
Se detaljerKontaktinformasjon
Address: No.6 Qiiaseng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsu -provinsen
TEL: 86-15050692548
Hvis du er interessert i produktene våre, kan du kontakte oss